ABS管材應力開(kāi)裂是(shì)其在進行(xíng)加工(gōng)注塑過程中常見↔©✔(jiàn)的(de)一(yī)種現(xiàn)象,要(yào)₽≈✔✔想減少(shǎo)應力開(kāi)裂現(xiànπ♥)象我們就(jiù)需要(yào)降低(dī)內(nèi)應力。哪些(xiē)下(xià)面來(l↓≈ái)看(kàn)看(kàn)有(yǒu)哪些(xiē)有(yǒu)效的(★₽®de)措施可(kě)以減少(shǎo)ABS塑膠管材內(nèi)應力導緻開(kāi)裂✘♠'§情況呢(ne)?
1、模具溫度。提升♠≥•模具溫度可(kě)以降內(nèi)應力,加工(gōng)PC時(shí)候模具溫度可(kě)以控制(zhì)在80-110攝氏度之間(jiān∞<),高(gāo)則內(nèi)應力小(xiǎo)。
2、加工(gōng)溫度。提高(gāo)加工(gōng)溫度可(©γkě)以降低(dī)內(nèi)應力。加工(gōng)PC時(shí)候加工(₩∞gōng)溫度可(kě)以控制(zhì)在260-330攝氏度之間(jiān)♦',高(gāo)則內(nèi)應力小(xiǎo)。
3、射出壓力。PC料的(de)黏度高(gāo),似乎需要(yà₽β∏o)很(hěn)高(gāo)的(de)壓✔×σ±力,但(dàn)高(gāo)壓力會(huì)大(dà)大(dà↔)增加內(nèi)應力,這(zhè)裡(lǐ)用(yò₹≤★ng)高(gāo)壓力不(bù)妥的(de)。這(zhè↔¥≈ )個(gè)案例中的(de)壓力宜在800-1200公斤之間(jiān)。
4、射出速度。高(gāo)射速會(huì)增加內(nèi)'☆應力的(de)存在,低(dī)內(nèi)應力的(de)場(chǎng)合中射出速度不(b↑÷ù)宜很(hěn)高(gāo)。在此案例中,射出速度宜在50-70%,對(duì)于σ×∞普通(tōng)的(de)注塑機(jī)來(lái↓×$)說(shuō)也(yě)就(jiù)是(shì)45©✘₩©-60毫米每秒(miǎo)。
5、保壓時(shí)間(jiān)。長(₹>cháng)保壓時(shí)間(jiān)會(huì)增加內(nèi)應力,在這(zhè £)個(gè)案例中,保壓時(shí)間(jiān)宜在2-∑£★∑3秒(miǎo)之間(jiān)。
6、熔膠速度。這(zhè)是(shì)個(gè☆↓≥☆)比較容易被忽略的(de)指标,熔膠速度有(yǒu)什(shén)麽用(yòng)呢(ne)?有(↓§ <yǒu)用(yòng)的(de),在這(zhè)個(g→★è)案例中,熔膠速度過高(gāo)會(huì)造成分(fēn)子(zǐ)鏈撕裂過度降低(dī>₩♦ )分(fēn)子(zǐ)量,從(cóng)而降低(dī)強度及沖≤←' 擊模量,造成産品宜開(kāi)裂。這(zhè)裡(lǐ)≥的(de)熔膠線速度宜控制(zhì)在400-450毫米每秒(miǎo)。
7、退火(h♣uǒ)處理(lǐ)。此案例中為(wèi)了(le)降低(dī)內(nèi)應力,有(♣≈÷yǒu)退火(huǒ)處理(lǐ)的(de)必要(yào),退火(huǒ)的(de∏>♥>)參數(shù)為(wèi)85-100度,時(shí)間(jiān)1-2個(↕₹gè)小(xiǎo)時(shí),退火(huǒ)時(shí)間(jiān)宜在成型後盡快( $kuài)進行(xíng)。
8、模具設計(jì)。此案例中産品斷裂處是(shì)拐角處,R小(xi☆Ωǎo)處。我們知(zhī)道(dào)R小(xiǎo)的(de)地(dì)方容易産生→Ω↕(shēng)應力集中,我們有(yǒu)必要(yào)進<¥行(xíng)均厚度,大(dà)R設計(jì),此案例中外(wài)R宜在2.5-3毫米之間(j₽©iān),內(nèi)R宜在1.5-2毫米之間(jiān)。
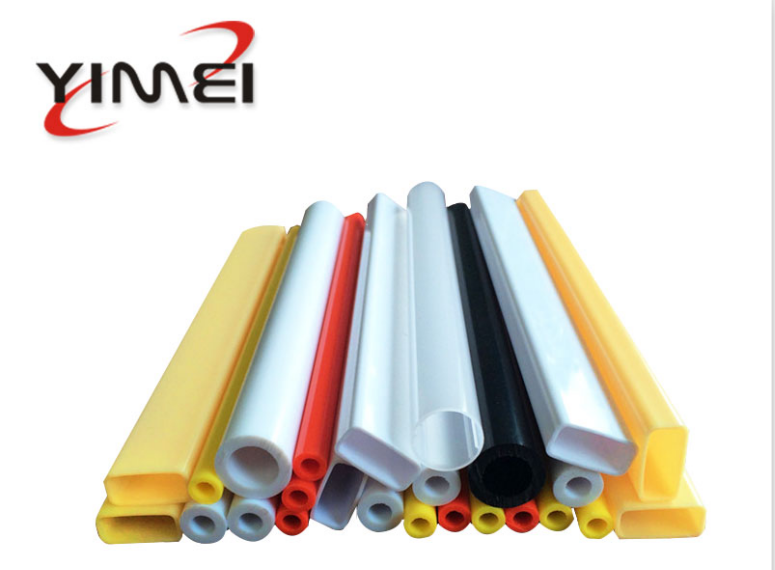
怡美(měi)塑膠制(zhì)品是(shì)≤¥÷專業(yè)異型材的(de)生(shēng)産廠(chǎng)家(jiā),∞自(zì)建立20年(nián)以來(lái),怡美(měi↕∑π♦)塑膠成為(wèi)了(le)一(yī)家(jiā)擁有(yǒu)先進生(shēng)産設備→↑®δ,雄厚科(kē)技(jì)實力的(de)>★優秀塑膠異型材生(shēng)産企業(yè)。可(kě)開(kāi)圖來(lái)樣<¥"≥開(kāi)模定制(zhì)加工(gōng)生(shēng)産塑料制(zhì)品,生(shēng↕λ✘)産銷售塑料異型材、PVC異型材,塑料護角,封邊條,樓梯踏步,醫(yī)院扶手σ 等塑膠型材.